
Трилогия охлаждения. Радиаторы. Интерфейс Ag925
Эта работа была прислана на наш "бессрочный" конкурс статей и автор получил приз - Thermaltake Hardcano 2. Обновленная редакция.
ТРИЛОГИЯ ОХЛАЖДЕНИЯ. РАДИАТОРЫ И ТЕПЛОСЪЁМНИКИ + ИНТЕРФЕЙС Ag 925.
Радиаторы и теплосъёмники, - веское понятие в системе охлаждения компьютеров. Однако речь пойдёт не о радиаторах в целом, а о некоторых конструктивных особенностях, влияющих на тепловое сопротивление. Кажется, всё делается для повышения их эффективности:
- Увеличивается площадь рёбер, а сами рёбра иногда имеют тиснёную поверхность для тех же целей.
- Применяется специальная геометрия, облегчающая продуваемость рёбер, а продувка ведётся большим, производительным вентилятором.
- Пользователями устанавливаются различные воздуховоды и дополнительные вентиляторы для подачи холодного (или удаления тёплого) воздуха.
Известно, что при интенсивном охлаждении, температура основания радиатора никогда не бывает равной температуре поверхности процессора. По причине теплового сопротивления возникает весьма существенный перепад температур (ΔT = T процессора – T радиатора), достигающий порой 15°C и более! Следовательно, как бы не охлаждался радиатор, (теплосъёмник, испаритель фреоновой установки) всё равно температура процессора будет выше на соответствующую величину. Когда борьба ведётся за каждый градус, это досадно.
Сбудется ли мечта получить перепад температур приближённый к нулю или нет, покажет будущее, а пока пользователями ведётся неустанная борьба именно за это и всеми средствами. А средств таких, нужно сказать немного.
- Тщательная обработка подошвы радиатора. Шлифовка и полировка быстро достигли такого качества, что поверхность напоминает зеркало, а сам процессор или его защитная крышка уже явно ей уступает по классу чистоты.
- Используется высококачественная теплопроводящая паста. На сайте OVERCLOCKERS на этот счёт имеются достойные тесты от Jordan. Кроме того, появились сообщения об использовании в термоинтерфейсе алмазов.
Казалось бы, на этом всё, но есть ещё один пункт:
- Использование металлов с высокой теплопроводностью. В какой степени влияет металл, применяемый для изготовления радиатора, или хотя бы основания, на переходное тепловое сопротивление и предстояло выяснить.
реклама
ТЕСТИРОВАНИЕ МЕТАЛЛОВ в качестве интерфейса как таковых.
Основными металлами, из которых изготавливаются радиаторы, является медь, алюминий или их комбинация. С их тестированием сложностей не возникло (не слишком сложно тестировать и писать обзор готовых узлов, особенно если они под руками). Задачу сложнее пришлось решать при тестировании интерфейса из серебра. Вряд ли можно найти в продаже радиатор из этого металла. Причём контактирующая поверхность должна иметь не серебряное покрытие, измеряемое микронами, а полноценными миллиметрами. Впрочем, всё по порядку.
В качестве опытных образцов использовались радиаторы следующих кулеров:

Радиатор от "Igloo 2460 Pro" типичен для целого семейства GlacialTech. Полностью алюминиевый, пластины или диска на подошве не имеет. Эффективная площадь его 62-х рёбер порядка 1200 см. кв. Крепящая скоба из тонкого металла, но почти не имеет пружинистого хода из-за штампованных кромок, придающих ей жёсткость. Имеет по три зацепа с каждой стороны и предполагает ручную установку.

Радиатор от "Volcano 9" алюминиевый, имеет запрессованный в основание медный диск. Число рёбер - 46 и их эффективная площадь около 970 см. кв. Крепящая скоба на три зацепа подобна рессоре с большим ходом, рассчитана на установку с помощью отвёртки.

Радиатор от "ARCTIC" полностью медный. 84 ребра площадью 1080 см. кв. припаяны к основанию толщиной 5,5 – 6 мм. Крепеж в виде жесткого пружинистого кольца и по одному зацепу с каждой стороны, - также нужна отвёртка.
Радиатор с СЕРЕБРЯНЫМ ИНТЕРФЕЙСОМ.
По международной классификации принято относить некоторые свойства металлов к свойствам меди. Так, к примеру, электропроводность для серебра составляет 108,4 %. Теплопроводность превышает медную на 30 %. У серебра более высокая плотность, - 10,49 гр./см.куб. против 8,96 гр/см.куб. у меди и при этом оно более мягкое. Естественно все данные приведены приемлемо к чистым металлам.
реклама
Изготовление цельнолитого радиатора из серебра дело дорогое и неразумное. Для проведения эксперимента оказалось достаточно серебряного диска, установленного на алюминиевый радиатор. Эти работы были проделаны на двух различных экземплярах.
Первый диск был изготовлен из битой серебряной монеты 625 пробы и радиатор для его установки использовался от "Igloo 2460 Pro".

Полученные размеры: диаметр 33 мм., толщина около 2 мм. (Некоторые дополнения по монетам в конце статьи).
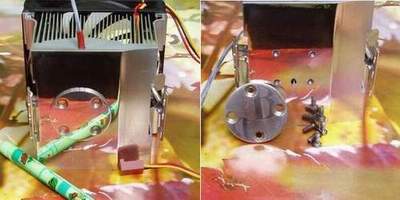
Качество обработки сопрягаемых поверхностей удалось получить достаточно высоким, - при сильном нажатии с небольшим поворотом, диск как бы прилипал к основанию и не падал при аккуратном наклоне (см. фото слева).
При разработке небезизвестных кулеров GlacialTech SilentBreeze по-видимому и предполагался диффузионный метод сварки. Только так можно скрепить два разных металла, (алюминиевый радиатор и медную пластину) по всей плоскости без высоких температур. Шлифованные поверхности подвергаются прессовке в глубоком вакууме. Для хорошего теплового контакта этого достаточно, но видимо для придания механической прочности, разработчики предусмотрели шесть штифтов – заклёпок. Если для сопряжения используется термопаста, то это совсем другая технология и результаты тоже другие, - не такие блестящие, как хром на медной пластине. Толщина покрытия последнего конечно ничтожная, но теплопроводность у хрома ниже, а твёрдость достаточно высокая, что не способствует улучшению теплового контакта.
Крепление диска осуществлялось с помощью четырёх винтов М3 и соответствующих резьбовых отверстий в подошве радиатора. Чтобы избежать случайного повреждения процессора, винты использовались с коническими головками.
Для непосредственного измерения температуры самого серебряного диска, в основании радиатора сверлилось пятое, сквозное отверстие для термопары (см. фото справа). В этом же месте, но уже в самом диске, сверлилось углубление 1 мм. для термоспая датчика. Изгиб скобы для крепления радиатора, ввиду высокой жесткости, был уменьшен на 2мм., - толщину диска.
Второй диск, изготовленный из различного серебряного лома 925 пробы, устанавливался в радиатор от "Volcano 9".

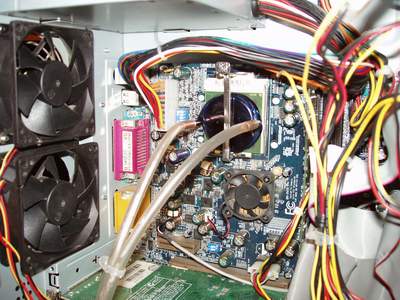
Для этого потребовалось удалить медный диск, запрессованный в его основание. Обескураживающая картина, открывшаяся после этого, видна на приведённом ниже снимке.

Несмотря на то, что диск достаточно внушительных размеров, - диаметр 44 мм. и толщина 5 мм, его внутренняя поверхность не имеет и намёка на шлифовку, - просто проточен на токарном станке на высоких оборотах. Не сказать, что поверхность очень грубая, но концентрические разводы видны чётко. Посадочное же место в основании радиатора имеет следы от фрезы, определяемые даже на ощупь. Не удивительно, что при этом не обойтись без термопасты, и как выяснилось, слой местами составлял 0,2 миллиметра! Именно на такую величину диск приподнимался над поверхностью подошвы радиатора, при равных, - толщине диска и глубине посадочного места.
Техпроцесс изготовления такой конструкции очевиден: на поверхность наносится слой термопасты и диск вдавливается в углубление. При этом паста в закрытом пространстве и приличной площади распределения оказывает существенное сопротивление прессовке, а очень большое давление создавать нельзя в связи с возможностью деформации самого радиатора. Кроме этого, удержание диска в пазу происходит только за счёт части кольцевой кромки, которая к тому же ещё сильно конусная. Наличие и сохранение сильного прижима сомнительно. В свете таких фактов по технологическим недостаткам известных производителей, (Thermaltake, GlacialTech) возникает вопрос, - а не поступают ли также и многие другие фирмы с кулерами типа "Titan" , с различными вариантами BOX кулеров, и так далее?
Непосредственно отливка заготовки для диска делалась в гипсовой форме, плавка серебра с помощью пропано-кислородной горелки.


Дальнейшие работы включали в себя:
- Расковку диска с промежуточными отжигами.
- Подгонку-калибровку под посадочный диаметр в радиаторе.
- Шлифовку-полировку диска для получения плоскопараллельных поверхностей.
- Сверловку четырёх крепёжных отверстий.
Последняя операция производилась с целью усилить плотность прилегания диска с помощью винтов М4, так как на запрессовку особо полагаться не следовало. Вес готового к установке серебряного диска составил 70,05 грамма. Доводка посадочного места непосредственно в радиаторе делалась электродрелью с помощью насадки с плоским торцом и кружков мелкой наждачной бумаги.

Как видно по иллюстрациям, перед тестированием все радиаторы подверглись подготовке. На специальной доводочной плите, (хотя можно и на стекле) основания шлифовались алмазной пастой до получения плоской контактной поверхности, с особым вниманием на центральную часть. Полировка до зеркала, - пастой ГОИ (Государственного Оптического Института) на фетре. Дальнейшее улучшение качества обработки смысла не имело (хотя возможен электролитический метод полировки),- на серебряных дисках и без того, после снятия, остаются чёткие отпечатки спецификации процессора AMD. Это связано с тем, что маркировка выполнена микрошрифтом с выпуклым рельефом, который и вдавливается в зеркальную поверхность, - через оптику это хорошо видно.

реклама
Такое внимание уделено обработке не случайно, - известно, и зеркало может быть кривым. Контактная поверхность должна идеально прилегать к процессору без малейших перекосов. В противном случае результаты тестов не будут достоверными. Для того чтобы полностью исключить этот влияющий фактор, приходилось по несколько раз снимать и после шлифовки вновь устанавливать испытуемые образцы до тех пор, пока термопаста не выдавливалась практически досуха. Теплопроводная паста для всех радиаторов применялась одна и та же, КПТ-8 ЗАО "ХИМТЕК".
Как-то в руки автору этих строк попала разбитая электронная плата, судя по маркировке на радиодеталях, явно военного производства. Год выпуска – II кв. 1979 года. Мощные транзисторы, установленные на чернёные радиаторы, имели явный след засохшего белого вещества. Термопаста! Выходит, что она в нашем ВПК используется уже более 25 лет! В таком случае, не является ли старая добрая паста КПТ-8 технологическим продуктом конверсии?!
На другой плате, ещё более старой, была замечена ещё одна любопытная вещь, - пара мощных диодов, с резьбовым креплением, была посажена на радиаторы через тонкие прокладки из свинца! Это привело к определённым размышлениям. Явно их назначение, - улучшить тепловой контакт. Свинец хотя и имеет низкую теплопроводность, но очень пластичен и легко вжимается в микронеровности. При очень малой толщине прокладок, по-видимому, выигрыш очевиден. К этому мы позже вернёмся.
Для охлаждения радиаторов использовался один и тот же вентилятор Thermaltake TT-8025 TU, которому с его давлением – расходом всё равно, что продувать. Кроме этого его скорость вращения (1800 – 4800 об/мин.), а следовательно и объём воздуха, продуваемого через радиатор, регулируется в широких пределах. Как выяснилось, для тестирования это представляет определённую важность. Если обдув недостаточно интенсивный, менее 1900 об/мин., то данные начинают принимать характер пассивного охлаждения.
Остальные условия тестирования:
- Процессор Athlon XP 1700+ "Palomino"
- Корпус DLC M-8112, БП 300 вт.
Боковая крышка на время тестирования снята. Для удаления тёплого воздуха от локальной тепловой зоны, два задних, корпусных вентилятора (8080) работали постоянно (~3000 rpm) Температура окружающей среды +23°С. Температура процессора контролировалась по мониторингу. Температуры радиаторов измерялись с помощью внешнего оборудования. Термопары устанавливались в основания, в специально просверленные глухие отверстия 3,5 x 25 мм.
Проведение тестов по интерфейсу было достаточно затруднительным ввиду получаемых значений на пределе точности измерений. Так, если внешний измеритель выдаёт температуру радиатора 39,51°C, то это точно. Но если при этом температура процессора по мониторингу замерла на показании 49°C, то по факту это может быть 49,0 – 49,9 градусов. В связи с этим, тесты снимались в момент изменения показаний мониторинга. Достоверность же показаний в целом сомнений не вызывают, т.к. показания БИОСа тщательно проверялись по образцовому оборудованию. (Расхождения составили не более 0,2 - 0,3°C)
Значения перепада температуры занесены на диаграмму.

КОММЕНТАРИЙ.
С интерфейсом из сплошного алюминия ("Igloo 2460 Pro") или меди ("ARCTIC") всё достаточно ясно, - чем выше теплопроводность, тем меньше переходное сопротивление CPU - радиатор. Очень хорошие свойства демонстрирует серебро: ΔT = 5,5°C серебряного диска и ΔТ = 6°C интерфейса серебро-алюминий. Между ними разница чисто символическая, всего 0,5°С. На практике это едва уловимые данные, на пределе возможностей измерений.
На этом фоне результат тестирования комбинированного интерфейса медь – алюминий ("Volcano 9") явно не вписывался в общую картину. Ситуация прояснилась после измерения температуры непосредственно медного диска (для чего сверху сверлилось отверстие для термодатчика до появления медной стружки). Получилась та же ΔТ = 7°C, что и для медного "ARCTIC". Подтвердилась догадка , - 2,5°C терялось на переходе от диска к алюминиевому основанию.
ТЕСТИРОВАНИЕ КУЛЕРОВ.
В отдельный пункт выделены сравнительные испытания кулеров (самих с собой) исходной конструкции и c Ag интерфейсом, непосредственно по части охлаждения процессора. Условия испытания всё те же, - указаны выше, но обороты вентилятора во всех тестах были равны 3000 об/мин. Результаты представлены на диаграмме.

Сравнение тестов Igloo, до и после установки серебряного диска, дало несколько неожиданный результат. Температура процессора снизилась всего на один градус C. Однако обратим внимание на возросшую температуру основания радиатора. Несомненно, это означает, что эффективность серебряного интерфейса возросла и образно говоря, возрос поток тепла через него.
Проблема в его рёбрах. Несмотря на значительное количество и площадь, их толщина 1мм. у основания и уменьшается к вершине до 0,4мм. (рёбра, что находятся на утолщённой части основания, имеют максимальную толщину ещё меньше, - 0,7 мм.) Для алюминия это явно мало и получается, что тепло просто не успевает уйти от основания радиатора через уменьшающееся сечение пластины. Увеличение потока воздуха здесь естественно не помогает, - тонкое ребро к вершине непропорционально быстро теряет температуру, и работают лишь те участки, которые расположены ближе к основанию. Для пассивного охлаждения или для работы с тихим вентилятором (для этого собственно и разрабатывался данный тип) он неплох, а для форсажа необходимо либо большее общее сечение, либо сечение должно быть постоянным.
Та же картина наблюдается с "ARCTIC" и особых комментариев не требуется. Хотя он и имеет приличный интерфейс и медные рёбра, слишком мала их толщина, а также не очень качественная их припайка. Несколько лучше выглядит "Volcano". Его ребра 1мм. постоянного сечения и выходит, что тепло передаётся и рассеивается стабильнее, несмотря на относительно меньшую их площадь. Температура процессора снизилась на 2 градуса и также есть подтверждение уменьшения теплового сопротивления, - уменьшился перепад температуры между основанием и CPU.
ВЫВОДЫ.
- Тепловое сопротивление интерфейса, непосредственно контактирующего с процессором, зависит от его теплопроводности. Чем выше теплопроводность, тем меньше потери.
- При комбинированном интерфейсе, при условии качественного контакта между разными металлами, основное сопротивление определяется контактирующим с CPU.
- Не всегда качественный интерфейс или большое количество рёбер радиатора показатель его высокой эффективности.
- При экстремальном разгоне нежелательно использование алюминия, особенно это касается процессоров AMD на водяных системах охлаждения.
После знакомства с данными материалами может возникнуть желание немедленно взяться за доработку какого-либо имеющегося кулера с комбинированным интерфейсом. Однако с этим не стоит спешить, статья преследует совсем иные цели. Во-первых, кулеры всё же бывают разными, и может статься так, что определённая модель или экземпляр имеют вполне качественное соединение частей. Во-вторых, операция по доводке гораздо труднее, чем может показаться на первый взгляд. Особенно трудно получить ровную плоскость в углублении. Если же к этому ещё прибавить комплексные затраты на серебряный интерфейс, то ради выигрыша 2 –3 градуса следует хорошо подумать.
Зато при потенциальной покупке, если имеются повышенные требования к охлаждению, выбор следует останавливать на сплошных медных основаниях. У них заведомо нет этого слабого звена. Известная продукция от Zalman или даже её аналоги в особой рекламе не нуждается. Интересны также изделия от Thermaltake Volcano 10; 11 или даже модель от неизвестной фирмы HICOOL.
Полученные выводы и накопленные опытные данные оказались очень полезными при дальнейших разработках в области охлаждения. Повсеместное использование жидкостного охлаждения, - от двигателей внутреннего сгорания, до ядерных реакторов, говорит о том, что тепловая мощность переносимая водой особых ограничений не имеет. Посему можно с уверенностью сказать, что в компьютеры вода пришла всерьёз и надолго.
ТЕПЛОСЪЁМНИКИ. Для любой системы жидкостного охлаждения, без сложного технологического оборудования.
При разработке данного теплосъёмника, в первую очередь учитывалась возможность повторения. В связи с этим использование станочного оборудования исключалось сразу. Чтобы получить максимальную надёжность при эксплуатации, исключалось также и применение эпоксидной смолы или "холодной сварки". Судя по публикациям, упомянутые вещества в ходу у некоторых разработчиков. Однако, учитывая различные коэффициенты теплового расширения металлов и синтетических веществ, такое изделие абсолютно надёжным при работе с водой в течение длительного времени считать нельзя. Не менее важна надёжность и удобство крепления теплосъёмника, обеспечивающего плотный прижим и исключающее повреждение процессора.
Теплосъёмник с интерфейсом Cu. (Вариант ватерблока).
Конструкция прототипа такого блока спиралевидной формы, похожей на туманность Андромеды и последовательность изготовления достаточно отработана и ясна по нижеприведённым снимкам.


Всё о технологии.
Перед началом работ, отрезок трубки из красной меди наружным диаметром 6 – 8 мм. и длиной около 50 сантиметров (с запасом можно чуть больше) следует отжечь, нагрев до свечения с последующим охлаждением. Причём для ускорения процесса, охлаждать можно водой. После этого металл приобретает хорошую пластичность, и от воды же происходит частичная очистка от лёгкого потемнения.
Далее, трубку нужно отформовать для придания квадратного сечения. Это можно сделать на участке 33 –34 сантиметра, оставив концы круглого сечения. Это необходимо для того, чтобы витки спирали впоследствии легли друг к другу по возможности плотнее. У трубки диаметром 6мм. менять форму сечения нет необходимости.
Перед следующей операцией, трубку необходимо отжечь ещё раз, так как после отбивки молотком медь снова становиться жёсткой, и зачистить до блеска крупной наждачной бумагой, особенно те грани, которые образуют межвитковые стенки. В тиски зажимаются два металлических штырька или пара больших гвоздей (винтов) диаметром 5 – 6 мм. на которых вращением в одну сторону и формируется плоская спираль.

Концы трубки отгибаются в нужную сторону, образуя отводы, с помощью обрезка трубки большего диаметра. Гибка делается по некоторому радиусу, а учитывая относительно не высокую скорость протока воды, гидродинамическое сопротивление будет невелико. Излишки отпиливаются. В принципе, отводы можно сделать любой необходимой длины и формы изгиба, а также предусмотреть метод стыковки с подводящими трубками.

Следует соблюдать аккуратность, при начальном формировании очень малых радиусов в центре, чтобы не слишком пережать трубку. Неплохие результаты даёт метод заливки трубки расплавленным припоем, который по окончании работ выплавляется. Однако это процесс трудоёмкий и из тонкой трубки припой вытрясается с трудом. Кроме того, полученную спираль, в таком виде практически трудно зачистить для дальнейших работ. Можно воспользоваться следующим методом, который был выработан в ходе работ:
Заливка расплавленным парафином.
Одно из отверстий трубки герметизируется способом как показано на фото, т.е. плющится, и уплотняется дополнительной гибкой.

Парафин, плавление которого всего при +55°C, заливается в слегка подогретую трубку. После этого, трубку нужно охлаждать холодной водой, начиная с нижней части. Парафин даёт большую усадку и его нужно добавлять, следя за тем, чтобы после полного охлаждения, трубка была заполнена до краёв, это важно. Пока трубка охлаждена, у неё плющится, и сгибается второй конец. В дальнейшем, при некотором прогреве, хотя бы от тепла рук во время работы, парафин слегка увеличивается в объёме. Так внутри создаётся определённое гидростатическое давление, в значительной мере предохраняющее стенки от сплющивания при формировании.
Не следует сразу полностью сгибать петли. Получив изгибы, приблизительно как показано на снимке, изделие следует снять с осей и слегка подплющить указанные места. Возможно, это понадобится сделать два – три раза при продолжении формирования.

Выплавляется парафин просто кипятком, - им же вымываются остатки изнутри спирали. Рекомендуемый диаметр теплосъёмника – 50-56 мм. При меньшем размере он не ляжет на четыре предохранительных упора Socket A, а при большем – центр основания смещается вверх из-за нижней части крепления, хотя это не критично. Нижнюю часть спирали можно сточить наждаком на 0,2 – 0,6 миллиметра (стандартная толщина стенки трубки, независимо от наружного диаметра - 1мм.) – получается окончательно выровненная плоскость и формально увеличивается площадь прилегания к диску подошвы.
Для данного экземпляра диск диаметром 52 мм. изготавливался из листовой меди, толщиной всего 2 мм. Диск также правится на ровной наковальне до получения плоскости, - помещённый на стекло, не должен качаться при нажатии на любой край. Одна из сторон зачищается крупной наждачной бумагой.
Лужение диска и спирали удобнее всего производить, опуская в расплав припоя, с применением любого флюса. Использовался припой ПОС-61 и спирто-канифолевый флюс. Перед пайкой, в центральные петли желательно поместить кусочки металла: медь, серебро от контактов. Можно добавить в припой медные или серебряные опилки, но не более 30% по массе. Припайка спирали на диск, - посредством разогретой плиты. После расплава небольшого количества припоя на соединённых частях, плита отключается и при медленном остывании, паяльником 65 – 100 вт., производится необходимый наплав и окончательное формирование изделия. После охлаждения, излишки припоя снимаются крупным напильником. Шлифовка и полировка основания по известной методике. Окраска верхней части блока – в любой желаемый цвет.

Пластиковая медицинская трубка одевалась на патрубки с таким трудом, что дополнительного уплотнения на время проведения испытаний не потребовалось. После этого теплосъёмник готов к установке на процессор.
Крепление блока на Socket A с помощью обычной скобы от любого кулера, предпочтительна имеющая шесть зацепов. Использовалась скоба от "Igloo 2460 Pro", с некоторой подгибкой. В сущности, нет проблем использовать крепёж от любого кулера, при необходимости, увеличив или уменьшив прижим, изменяя изгиб крепящей скобы. Ровный и достаточно сильный прижим не менее важен, чем обработка поверхности или качество термопасты.

ИСПЫТАНИЯ.
Тестирование теплосъёмника как такового, проводилось на CPU AMD Athlon XP 1700 "Palomino" с максимальным тепловыделением 64 вт., что ненамного меньше "Barton 2500" (68,3 вт.)
Контроль температуры процессора по мониторингу. Кроме этого, внешней термопарой измерялась температура воды на входе и выходе теплосъёмника, а также непосредственно его диска. Для этого, вблизи центра, устанавливалась внешняя термопара. Осторожно, чтобы не повредить медную трубку, в одной из петель в массе сверлилось отверстие диаметром 2,5 мм. и глубиной не более 7 мм., - до медного диска.
Циркуляция воды обеспечивалась помпой "LifeTech" одной из самых малопроизводительных моделей AP 1000 и имеющей реальное давление H max. = 0,53 m. Вода в систему, вместо дистиллированной, заливалась дождевая. Собранная с не металлической поверхности и предварительно отфильтрованная, вода достаточно мягкая и прекрасно подходит для этой цели. На приведённой схеме нанесены все полученные данные.

Теплосъёмник с медным интерфейсом планировался как экспериментальный для проверки идеи, отработки технологии изготовления и т.п. Тем не менее, вариант оказался полностью рабочим. Логичным продолжением всех экспериментов явилась следующая модель.
ТЕПЛОСЪЁМНИК с интерфейсом Ag 925.
Эта модель в изготовлении несколько сложнее предыдущей, но в целом технология идентична. Основное отличие конечно в интерфейсе.


Диск изготовлен из серебра 925’. Плавка производилась с помощью газокислородной горелки в автомастерской, с использованием неглубокой формы из алебастра (строительный гипс). Далее обработка в обычном порядке, - расковка с отжигом, обточка напильником, наждачной бумагой. Полученный серебряный диск имел размеры: диаметр ~ 51 миллиметр, толщина – 2,7 миллиметра.
Припайка этого диска к спирали произведена серебряным самофлюсующимся припоем ПСр71. Его состав: Ag – 71± 0,5%, P – 1%, Cu – 28%. Температура плавления менее 800°C, что значительно ниже температуры плавления серебра – 960°C. Сплав имеет очень высокую смачивающую способность, при разогреве газовой горелкой, он самостоятельно поднимается вверх и заполняет межвитковое пространство спирали. Таким образом, получается практически монолит толщиной от 3,7 мм. (учитывая стенки трубок) до 9 мм. в межвитковых пространствах. До установки и тестирования на системном блоке, теплосьёмник прошел испытания, показанные на фото.

Жало 100 ватного паяльника стачивалось для получения небольшой плоскости. Установка посредством струбцины с использованием термопасты. Данный опыт не адекватен тестам на CPU, поэтому никаких особых выводов не делается. Хочется лишь отметить любопытное распределение температур. Температура воды замерялась на входе помпы, остальные датчиком с термопастой. Результаты же теста на системном блоке приведены на схеме:

Ещё один, промежуточный вариант теплосъёмника, - с интерфейсом из серебра, но пайкой обычным припоем ПОС-61. Практические различия его характеристик не столько значительные, менее 1°C, чтобы подробно на них останавливаться.

ДОПОЛНЕНИЯ.
Данная конструкция теплосъёмников не имеет резьбовых, винтовых или паяных соединений, контактирующих с охлаждающей жидкостью. Максимум давления, что может быть в системе водяного охлаждения компьютера – 0,2 кгс/см.кв. Однако в криогенных системах охлаждения, совсем иные условия. Давление фреона в установке может достигать десятков атмосфер. В связи с этим, с помощью образцового гидравлического пресса МП – 600 проводились испытания на разрушение внутренним давлением. Образец, подвергнутый испытаниям, представлял собой отрезок трубки ∅8 мм., заглушенный и запаянный с одной стороны и со сточенной стенкой так, чтобы осталась толщина всего 0,25 миллиметра.
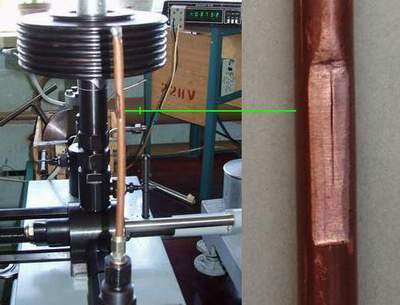
Разрыв произошёл при давлении 370 кгс/см.кв.! Таким образом, главной заботой является не прочность теплосъёмника, а герметичное присоединение подводящих трубок.
Описанные образцы прошли довольно жёсткие испытания с положительными результатами. Тем не менее, тесты проводились на неразогнанном процессоре, с относительно невысоким нагревом. Для более мощного CPU толщину теплосъёмного диска следует увеличить до 5 – 6 миллиметров, сообразно мощности тепловыделения.
Образцы на нижеприведённых снимках, являются всего лишь побочными и детальных испытаний не проходили.

Некоторый интерес представляет собой элемент, согнутый по радиусу петлёй (фото слева). Припаянный на подходящую теплосъёмную пластину, вполне может справиться с охлаждением видеокарты. Спиральный элемент можно установить на пластину, квадратной формы и размеру соответствующей Socket. Остаются места под светодиоды.
Интерфейс из сусального золота...

Вышеупомянутые свинцовые прокладки навели на мысль об использовании для тех же целей сусального золота или серебра, которые делают обычно из чистых металлов, без лигатурных добавок. Нужно сказать сразу, практически идея не проверена по простой причине, - не удалось найти нужного материала.
На снимке изображён небольшой листок, прижат ручкой чтобы не унесло сквозняком, ибо толщина составляет около 0,001 мм. и через него проходит зеленоватый свет. К сожалению, конкретный образец оказался комбинацией золота и полимера с логичным результатом на тест, - приличный нагрев процессора сразу после пуска. Чистое серебро очень мягкое и по идее плёнка или тонкая фольга должна легко втереться в микрозазоры между CPU и интерфейсом. Если бы это получилось, то никакая паста не была бы нужна.
Монеты в качестве интерфейса конечно удовольствие дорогое, (от 5$ за номинал 1 рубль и до 25$ за некоторые очень крупные, диаметром более 40мм.) которые ещё могут иметь и нумизматическую ценность. Тем не менее, вариант не исключён, т.к. это почти готовый диск.


И последнее добавление. Как выяснилось, пайка в ювелирных мастерских производится различными серебросодержащими припоями. Например: ПСр50, содержащий в равных долях серебро и медь, плавится, как не странно при температуре 860°C, хотя исходные металлы требуют порядка 1000°C! ПСр65, содержащий соответственно 65% серебра, - остальное медь и цинк, плавится и того ниже - 722°C. Существуют и ещё более легкоплавкие сплавы с хорошей теплопроводностью. Таким образом, вполне реально обойтись без отдельного диска, вплавив медную спираль в форме для получения основания необходимой толщины, и с последующей обработкой.
ОТ АВТОРА.
Читатели наверняка обратили внимание на отсутствие описания или фото остальной части системы водяного контура. Такового попросту нет, так как испытания теплосъёмника проводились подачей воды по временной схеме. Остальная часть системы в разработке. Итак, закончена последняя статья из "ТРИЛОГИИ ОХЛАЖДЕНИЯ", - рассмотрены и по возможности проверены основные условия, влияющие на тепловое сопротивление перехода CPU - интерфейс. Удалось получить довольно низкое сопротивление интерфейса с перепадом температур всего 5°С. Конечно не плохо, но предел ли это? - возможно, что нет.
При работе над статьёй использовались следующие материалы и оборудование:
- В.А. Мастеров, Ю.В. Саксонов "Серебро, сплавы и биметаллы на его основе".
- Вольтметр В7-38 класса 0,3%.
- Термопара характеристики ХК(L) Гост 3044-74.
- Образцовый пресс МП-600 класса точности 0,05%.
Всем желаю успехов в непростом оверклокерском деле!
CONTINENTAL
Ждём Ваших комментариев в специально созданной ветке конференции.
Лента материалов раздела
Соблюдение Правил конференции строго обязательно!
Флуд, флейм и оффтоп преследуются по всей строгости закона!
Комментарии, содержащие оскорбления, нецензурные выражения (в т.ч. замаскированный мат), экстремистские высказывания, рекламу и спам, удаляются независимо от содержимого, а к их авторам могут применяться меры вплоть до запрета написания комментариев и, в случае написания комментария через социальные сети, жалобы в администрацию данной сети.